


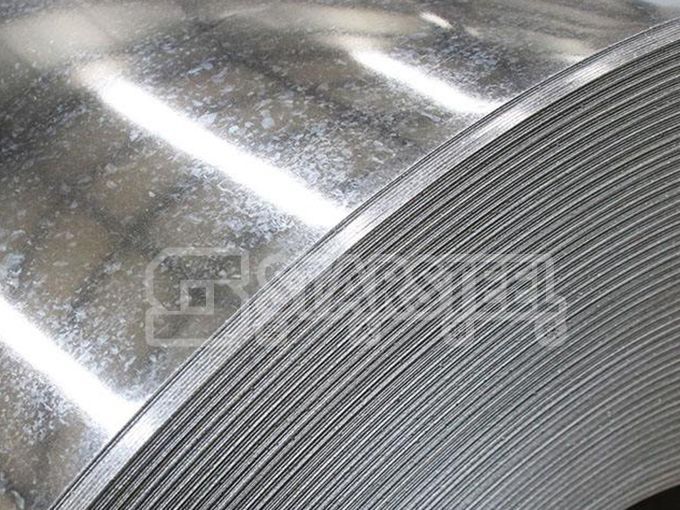
ગેલ્વેનાઈઝ્ડ
ઝીંક કોટેડ શીટ જે ઉત્પાદનના જીવનને લંબાવે છે અને કાટને રોકવામાં મદદ કરે છે.વધુ ગરમીનું પ્રતિબિંબ અને આકર્ષક દેખાવ સાથે, તે ઔદ્યોગિક ઇમારતો, સિલોઝ, કોઠાર વગેરેના બાંધકામ માટે આદર્શ છે. ગરમીને પ્રતિબિંબિત કરવામાં ફાળો આપે છે.
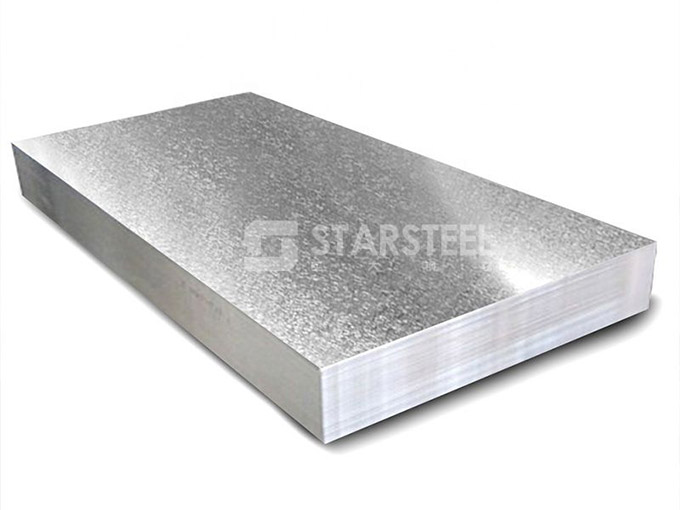
ગેલ્વેનાઈઝ્ડ શીટ
કાટ માટે ઉચ્ચ પ્રતિકાર સાથે લંબચોરસ લહેરિયું ગેલ્વેનાઈઝ્ડ શીટ, છત અને ઔદ્યોગિક રવેશના બાંધકામ માટે આદર્શ.લાંબા ઉપયોગી જીવન સાથે, તે ભેજવાળા વાતાવરણ અને પ્રતિરોધક છે
ગેલ્વેનાઇઝિંગ એ સ્ટીલના કાટને રોકવા માટે એક આર્થિક અને અસરકારક પદ્ધતિ છે, અને ગેલ્વેનાઈઝ્ડ સ્ટીલની જાડાઈ સામાન્ય રીતે 0.35 થી 3 મીમી હોય છે.અંગ્રેજી "ગેલ્વેનાઇઝિંગ" નો અર્થ છે કે ગેલ્વેનાઈઝ્ડ સ્તર સ્ટીલ પ્લેટને ઇલેક્ટ્રોકેમિકલ રીતે સુરક્ષિત કરી શકે છે.1742 માં, ફ્રેન્ચ મેલોમેન (મેલોમિન) એ હોટ-ડીપ ગેલ્વેનાઇઝિંગ પદ્ધતિનો સફળતાપૂર્વક અભ્યાસ કર્યો.1836 માં, ફ્રેન્ચ સોરેલ (સોરેલ) એ ઔદ્યોગિક ઉત્પાદનમાં હોટ-ડીપ ગેલ્વેનાઇઝિંગ પદ્ધતિ લાગુ કરી.1837 માં, એચડબ્લ્યુ ગ્રૉફોર્ડે ફ્લક્સ પદ્ધતિ દ્વારા હોટ-ડિપ ગેલ્વેનાઇઝિંગ માટે પેટન્ટ મેળવ્યું.1935 માં, અમેરિકન સેન્ડઝિમીર (ટી. સેન્ડઝિમીર) એ સ્ટ્રીપ સ્ટીલના સતત હોટ-ડીપ ગેલ્વેનાઇઝિંગ માટે રક્ષણાત્મક ગેસ ઘટાડવાની પદ્ધતિનો ઉપયોગ કરવાનો પ્રસ્તાવ મૂક્યો, જેને સામાન્ય રીતે "સેન્ડઝિમીર પદ્ધતિ" તરીકે ઓળખવામાં આવે છે.1937 માં, યુનાઇટેડ સ્ટેટ્સમાં પ્રથમ સેન્ડઝિમીર સતત હોટ-ડીપ ગેલ્વેનાઇઝિંગ લાઇન બનાવવામાં આવી હતી.ચીને 1940ના દાયકામાં અંશાનમાં હોટ-ડીપ ગેલ્વેનાઈઝ્ડ શીટ્સનું ઉત્પાદન કરવાનું શરૂ કર્યું અને 1979માં વુહાનમાં સ્ટ્રીપ સ્ટીલ માટે પ્રથમ સતત હોટ-ડીપ ગેલ્વેનાઈઝિંગ લાઇન બનાવવામાં આવી.

હોટ ડીપ
હોટ-ડીપ ગેલ્વેનાઇઝિંગ પદ્ધતિ અને ઇલેક્ટ્રોપ્લેટિંગ પદ્ધતિ બે પ્રકારની છે.હોટ-ડીપ ઝીંક લેયરની જાડાઈ સામાન્ય રીતે 60 ~ 300g/m2 (સિંગલ સાઇડ) હોય છે, જેનો ઉપયોગ મજબૂત કાટ પ્રતિકારની જરૂર હોય તેવા ભાગો માટે થાય છે.ઇલેક્ટ્રોપ્લેટેડ ઝિંક સ્તર 10-50g/m2 (સિંગલ સાઇડ) છે, જે મોટે ભાગે પેઇન્ટેડ ભાગો અથવા પેઇન્ટ વગરના ભાગો માટે વપરાય છે જેને ઉચ્ચ કાટ પ્રતિકારની જરૂર નથી.પ્રીટ્રીટમેન્ટ પદ્ધતિ અનુસાર હોટ-ડીપ પદ્ધતિને ફ્લક્સ પદ્ધતિ અને રક્ષણાત્મક ગેસ ઘટાડવાની પદ્ધતિમાં વિભાજિત કરવામાં આવે છે.ફ્લક્સ પદ્ધતિ એ છે કે સપાટી પરના ઑક્સાઈડ્સને દૂર કરવા માટે એનિલેડ સ્ટીલ પ્લેટને અથાણું કરવું, પછી ZnCl2 અને NH4Cl ધરાવતી ફ્લક્સ ટાંકીમાંથી પસાર થવું, અને પછી ગેલ્વેનાઇઝિંગ માટે પીગળેલી ઝિંક ટાંકીમાં પ્રવેશ કરવો.સ્ટ્રીપ સ્ટીલના સતત હોટ-ડીપ ગેલ્વેનાઇઝિંગ માટે રક્ષણાત્મક ગેસ ઘટાડવાની પદ્ધતિનો વ્યાપકપણે ઉપયોગ થાય છે.સ્ટ્રીપ સ્ટીલ સપાટી પરના શેષ તેલને બાળી નાખવા માટે પ્રથમ જ્યોત-ગરમ પ્રીહિટીંગ ફર્નેસમાંથી પસાર થાય છે, અને તે જ સમયે, સપાટી પર આયર્ન ઓક્સાઇડ ફિલ્મ રચાય છે;સ્પોન્જ આયર્ન.સ્ટ્રીપ સ્ટીલ જેની સપાટીને શુદ્ધ અને સક્રિય કરી દેવામાં આવી છે તે પીગળેલા ઝિંક કરતા સહેજ વધુ તાપમાને ઠંડું કર્યા પછી, તે 450-460 °C તાપમાને ઝિંક પોટમાં પ્રવેશ કરે છે, અને ઝિંક સ્તરની જાડાઈને નિયંત્રિત કરવા માટે એર છરીનો ઉપયોગ કરે છે.અંતે, સફેદ રસ્ટ પ્રતિકાર સુધારવા માટે તેને ક્રોમેટ સોલ્યુશનથી નિષ્ક્રિય કરવામાં આવે છે.
ઇલેક્ટ્રોપ્લેટિંગ
ઉપયોગમાં લેવાતા પ્લેટિંગ સોલ્યુશન અનુસાર, તેને આલ્કલાઇન પદ્ધતિ અને એસિડ પદ્ધતિમાં વિભાજિત કરી શકાય છે.આલ્કલાઇન પ્લેટિંગ સોલ્યુશનની કિંમત ઊંચી હોય છે, પર્યાવરણને પ્રદૂષિત કરે છે, ઓછી ઉત્પાદન કાર્યક્ષમતા અને નબળી કોટિંગ ગુણવત્તા, તેથી તેનો વાસ્તવમાં ઉપયોગ થતો નથી.એસિડ પ્લેટિંગ સોલ્યુશનના મુખ્ય ઘટકો ZnSO4·7H2O, NH4Cl અને Al2(SO4)3·18H2O, વગેરે છે. એનોડ તરીકે શુદ્ધ ઝીંક અને કેથોડ તરીકે સ્ટ્રીપ સ્ટીલ, વર્તમાનની ક્રિયા હેઠળ, ઝીંક એનોડ પ્લેટ ઓગળી જાય છે. પ્લેટિંગ સોલ્યુશનમાં Zn2+ માં, અને Zn2+ કેથોડ પર મેટાલિક ઝીંકમાં ઘટાડો થાય છે અને સ્ટ્રીપ સ્ટીલની સપાટી પર જમા થાય છે.કોટિંગને ફોસ્ફેટ અને ક્રોમેટના મિશ્રિત દ્રાવણથી સારવાર આપવામાં આવે છે, જે પેઇન્ટની ક્ષમતામાં સુધારો કરી શકે છે, અને ઇલેક્ટ્રો-ગેલ્વેનાઈઝ્ડ સ્ટીલ શીટની સપાટી તેજસ્વી અને સરળ છે, જેનો ઉપયોગ ભૂતકાળમાં મુખ્યત્વે ઓટોમોબાઈલ ઉદ્યોગમાં થતો હતો.તાજેતરના વર્ષોમાં, એપ્લિકેશનનો અવકાશ વિદ્યુત ઉદ્યોગ અને અન્ય પાસાઓ સુધી વિસ્તૃત કરવામાં આવ્યો છે, જેણે ઇલેક્ટ્રો-ગેલ્વેનાઈઝ્ડ શીટ ઉદ્યોગના વિકાસને પ્રોત્સાહન આપ્યું છે.1970 ના દાયકામાં, સિંગલ-સાઇડ ગેલ્વેનાઈઝ્ડ શીટ્સ પણ વિકસાવવામાં આવી હતી.
પોસ્ટ સમય: માર્ચ-10-2022


